��
��



| �����@ô����C�ӹ�������ĕ��Q�o��˨ô�� |
| ��Դ�����c������2582�Ρ����r�g��2019/11/25 10:19:34 |
���x �Q��˨�@�����əC�ӵĸ�λ��ԓ���]�ٸ��^����ô���}���ˣ�����ĕ��Q��˨ô����˨����ô�Q�o�ģ������҂��́���Bһ�����P֪�R��
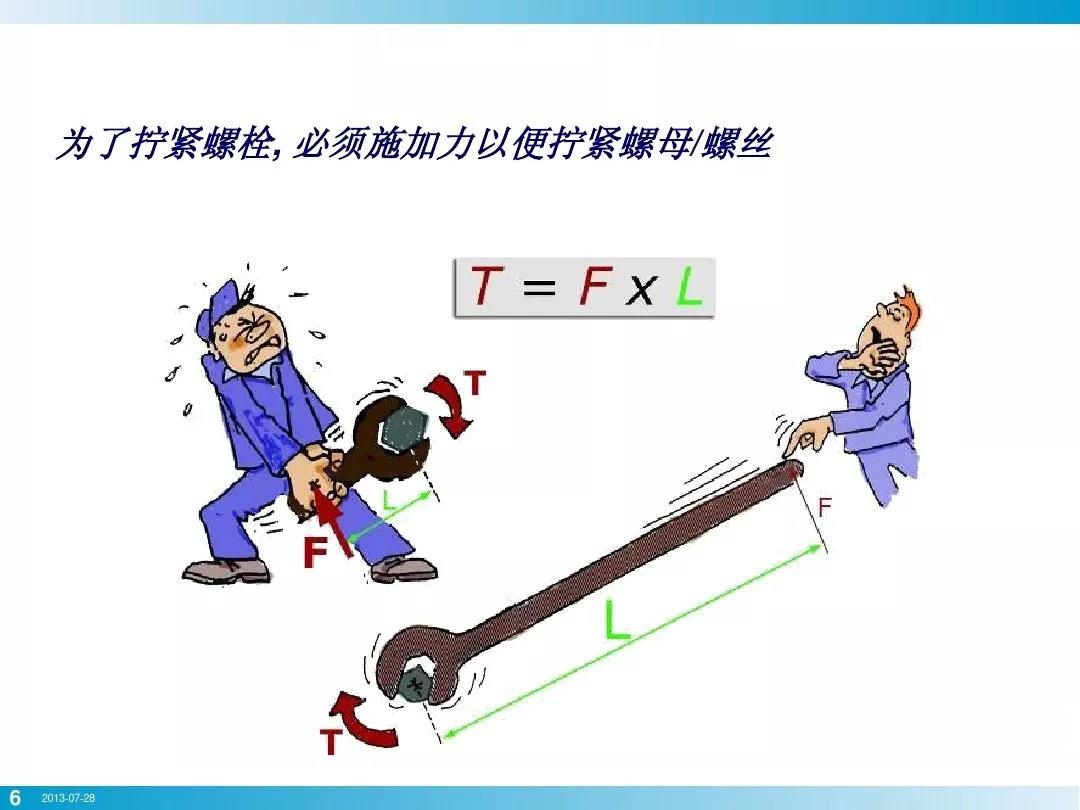
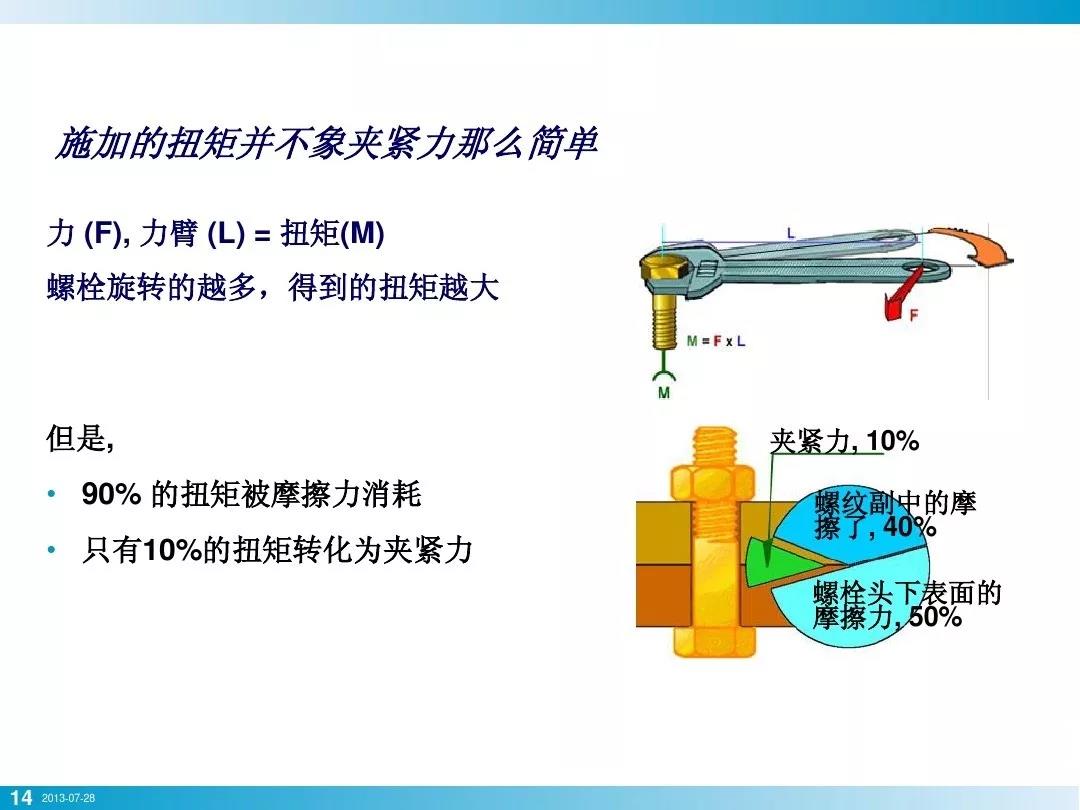
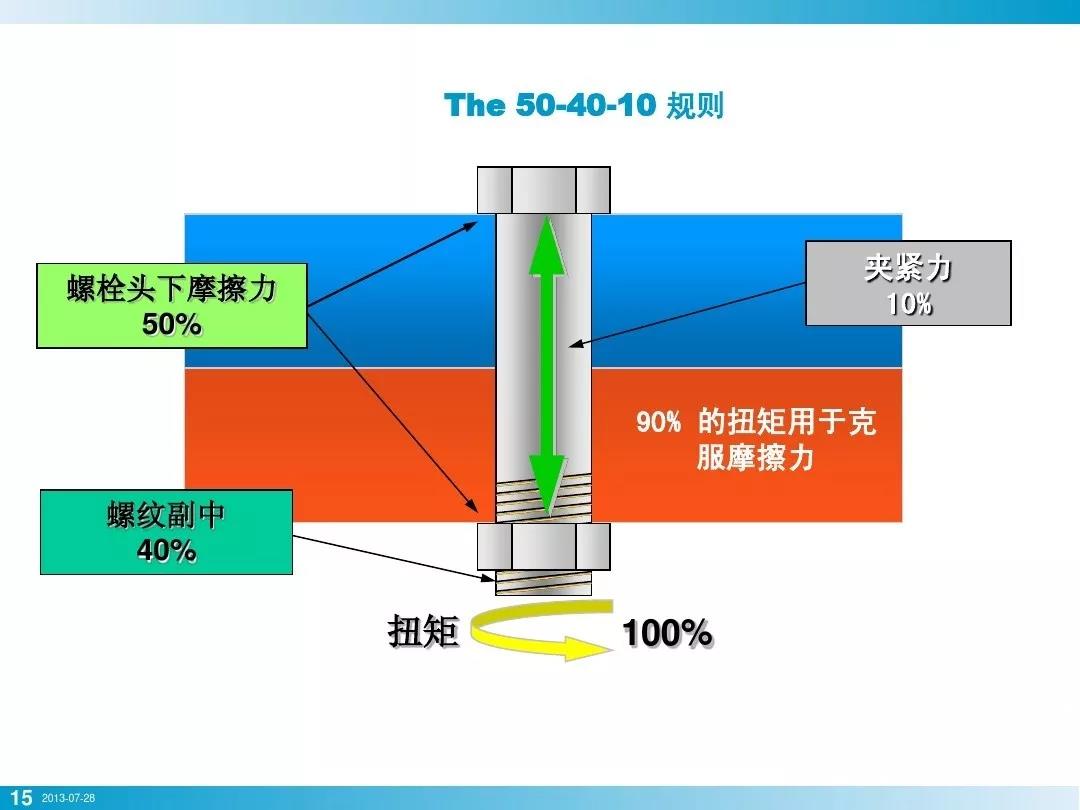
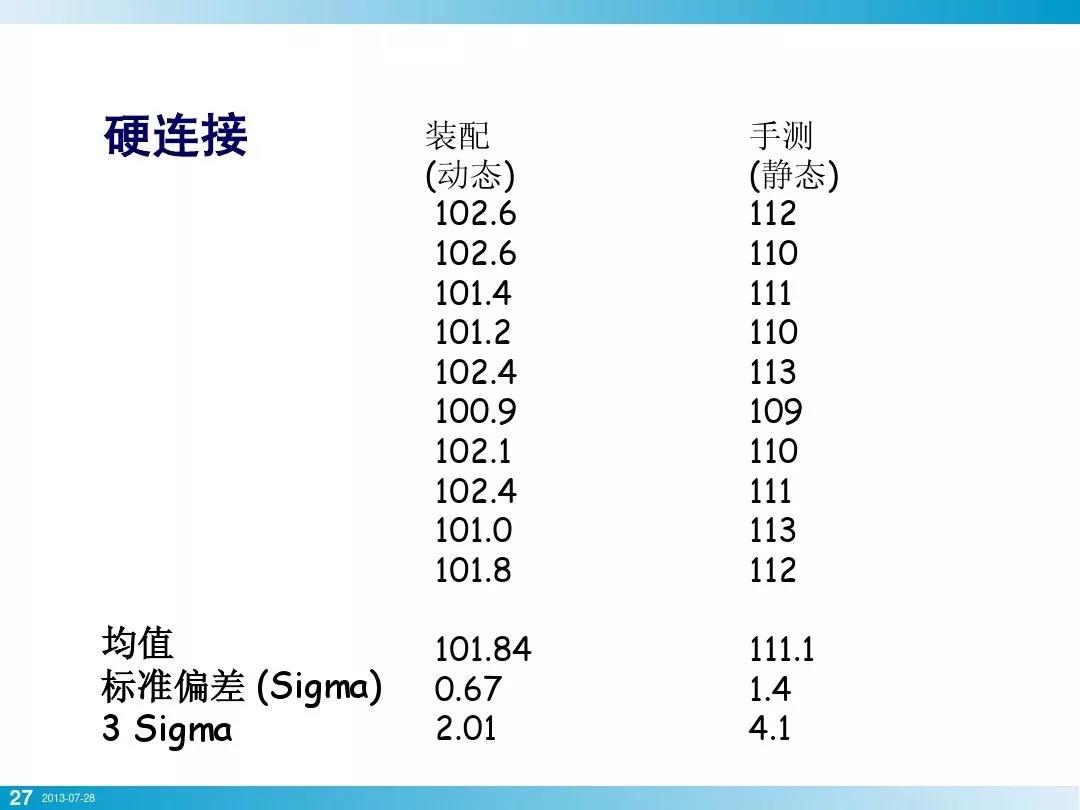
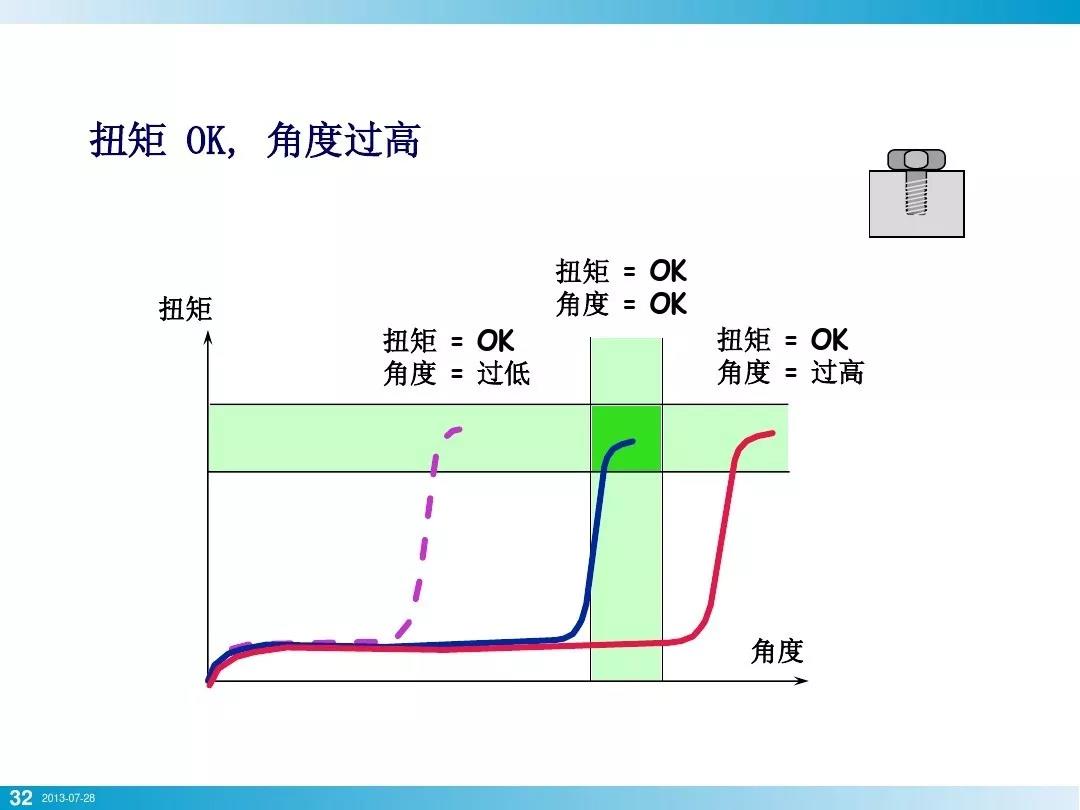
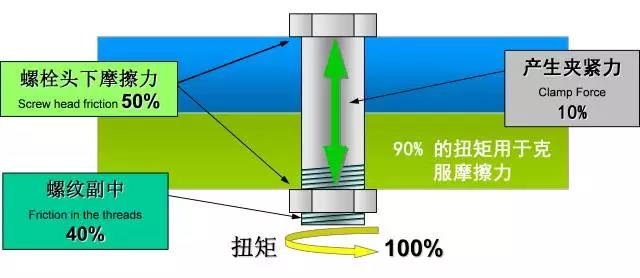
�Q�oһ�w��˨����Ҫʩ��һ��Ť�����Dһ���ǶȺ�ſ�����ɣ��@���ֵ�Ť��+�Ƕ���������K�D���������֣� 1����˨�^��Ħ�������� 2���ݼy��Ħ�������� 3���a���A�o��
�@��Ҳ���Ը������¹�ʽ�ó���
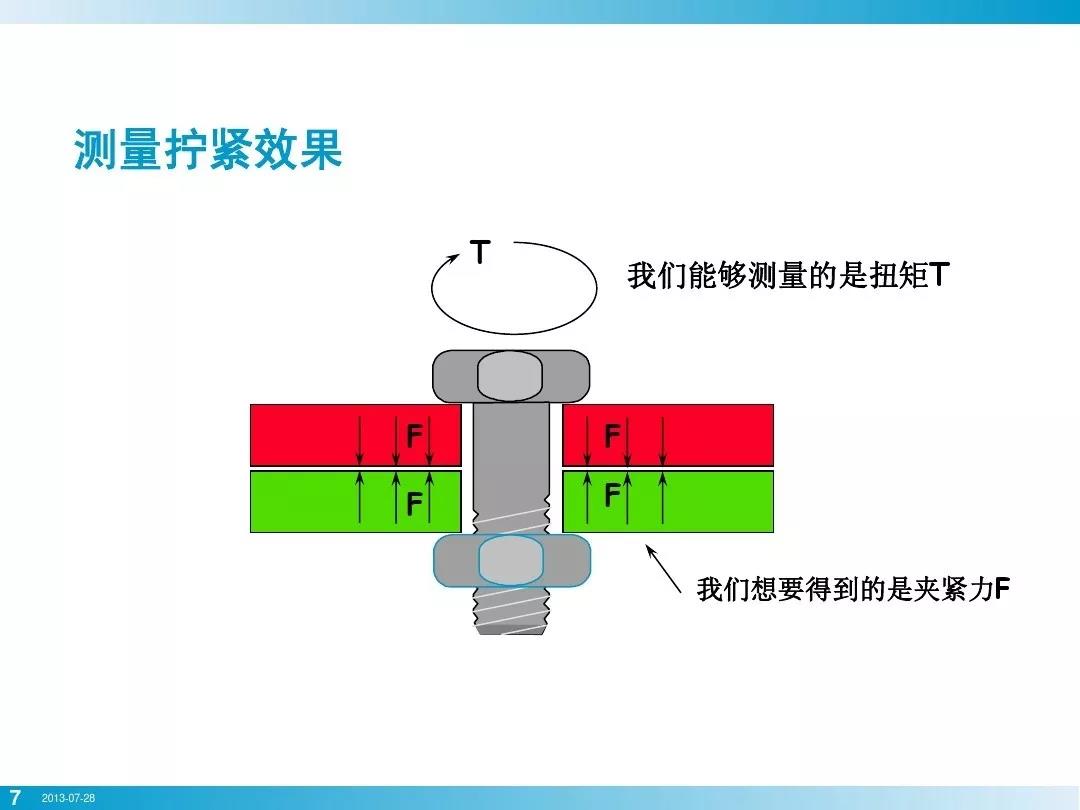
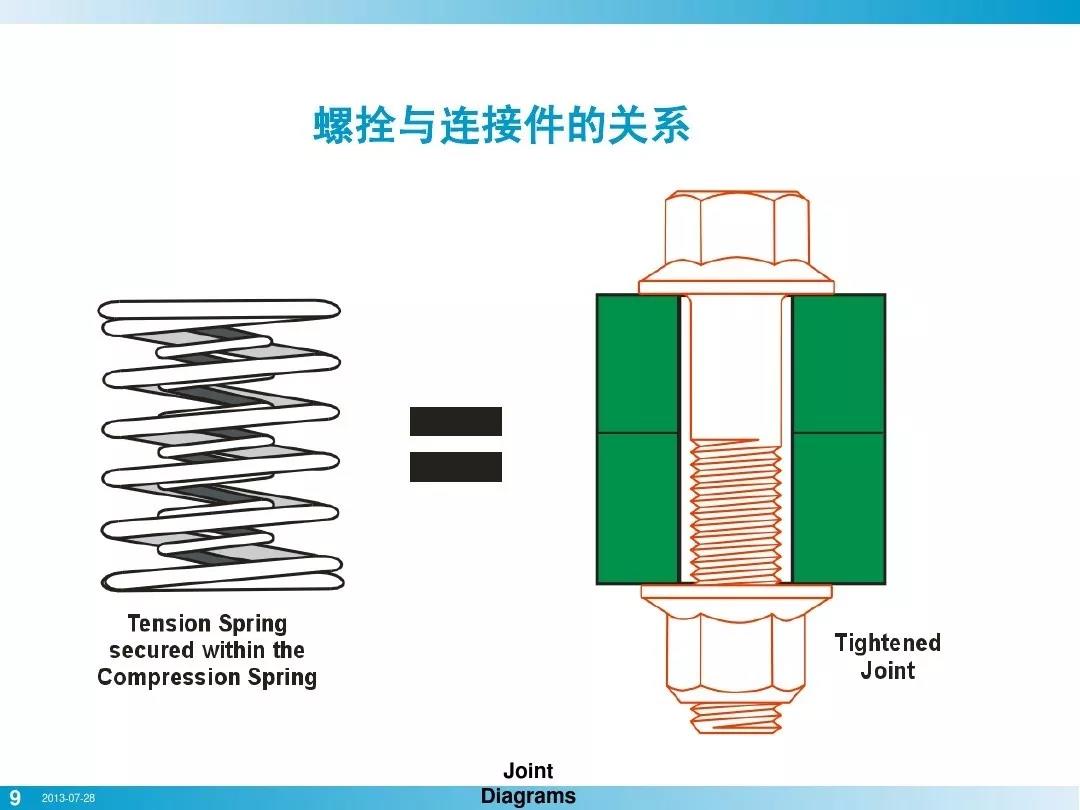
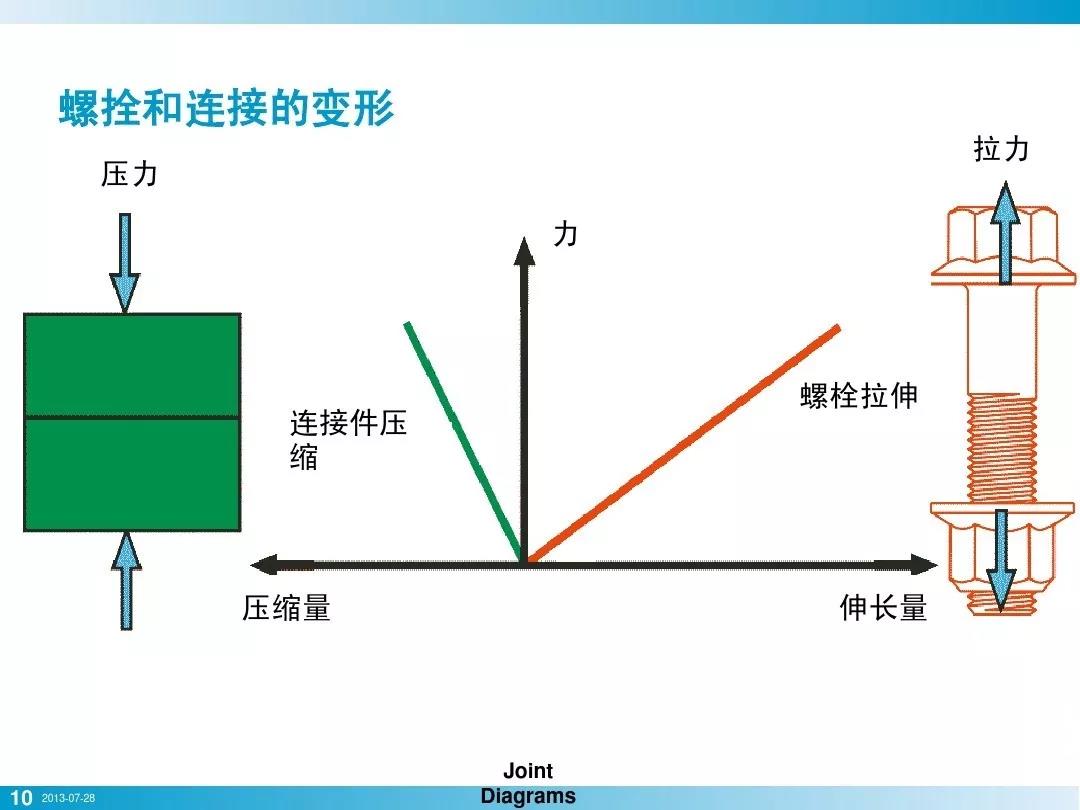
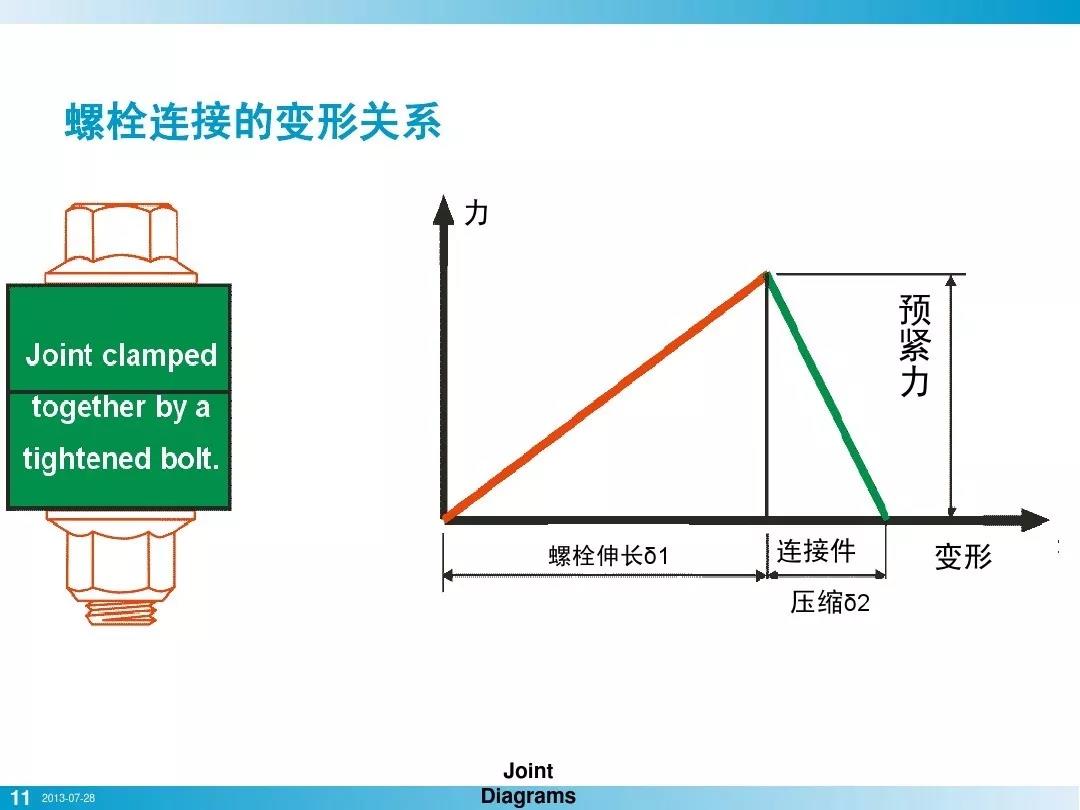
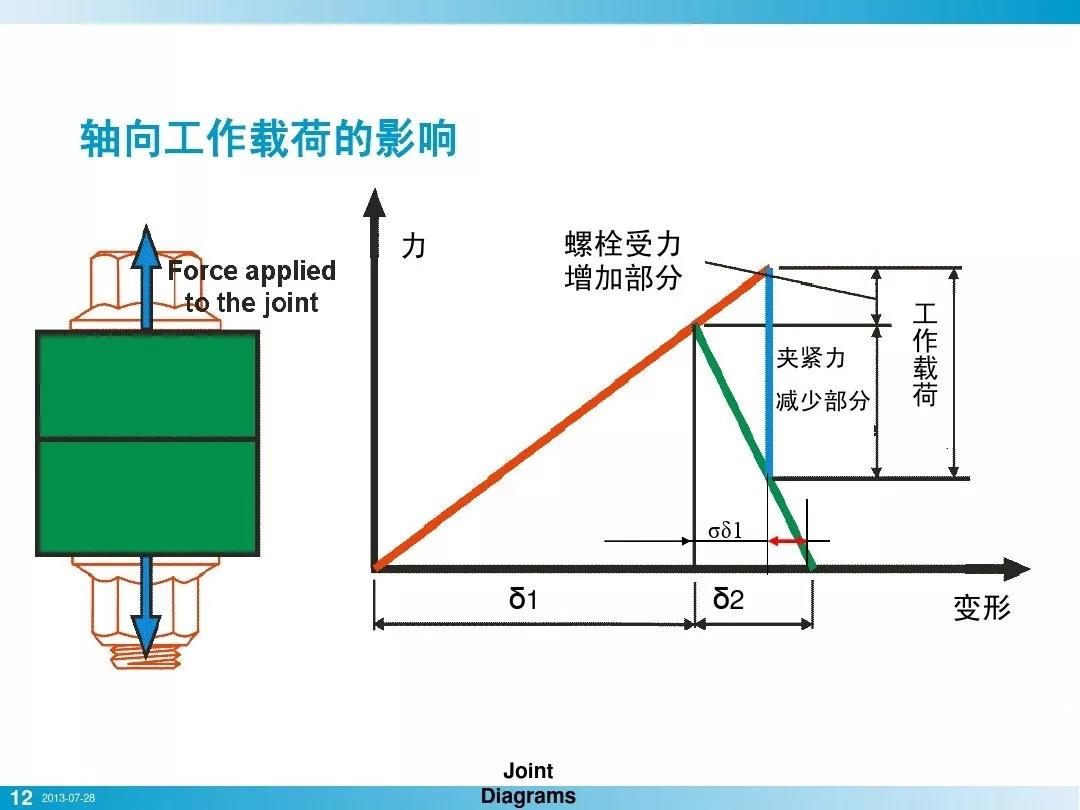
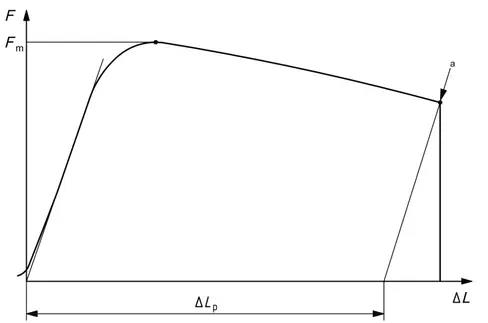
��˨�ij�ʼ�OӋ�ǰ������ψD�ı��������������Pϵ�ģ�������H���^���и�׃�����ߵı����Pϵ�������FŤ�ء��ϸ��A�o�����ϸ����r��
������r1��
�ݼy�����~�❙�� 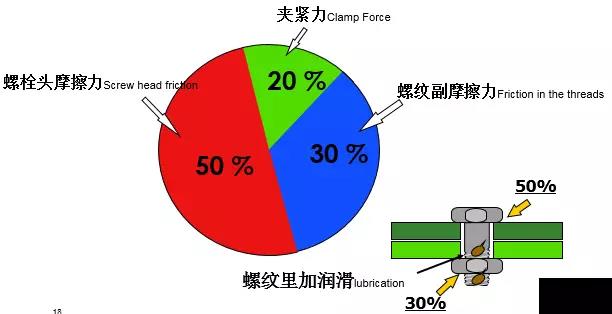 �˕r�ݼy��Ħ��ϵ�����ͣ�Ħ������׃С��ʩ�ӵ�Ť�ء��D�ơ��o��A�o��������п����ǣ���˨������߹���׃�Ρ�
������r2��
��˨���P�����ݼy��������
 �˕r�ݼy��Ħ��ϵ�����ӣ��п���Ť�غϸ��A�o�����㡣 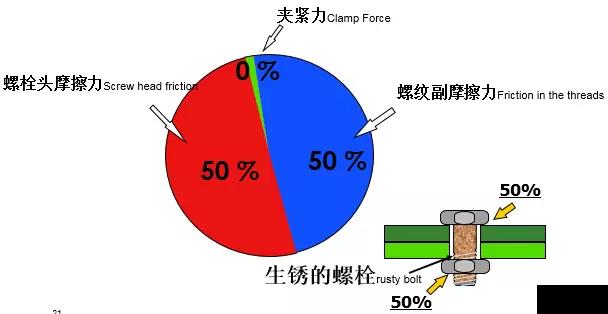 ������׃Ħ��ϵ���ij�Ҋ��r�У�
Ϳ�Ӳ��ϸ�׃��Ϳ�Ӻ��׃������˨/��ᔹ���c��ñ���D���|��Ħ��ϵ���������D�٣��|Ƭ����/�p�ٵȡ�
��˨/��ĸ��ʧЧ��ʽ�����N��
1. ���Ȳ���
��˨��Ҋ���ȵȼ����£������˨�����̹�������˨���ܝM�㌦���ď���Ҫ����˨�B�ӵİ�ȫ��Ҳ�o���õ����ϡ�
2. �ݼy�����Ȳ���
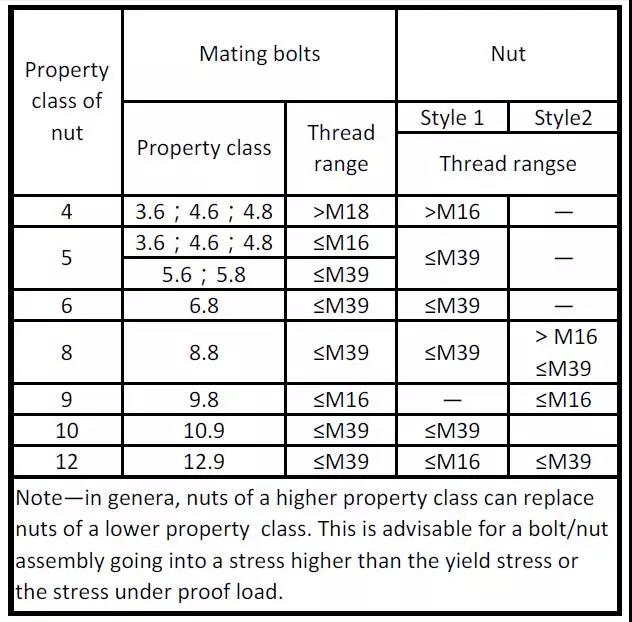
����ISO898Ҫ���c��˨��ϵ��ݼy��/��ĸ����Ҫ�c��˨���폊����ƥ�䣬������˨���Ȟ�10.9����˨�������Ï��Ȟ�10����ĸ��
3. �ݼy���߶�
ͬ�Ӹ���ISO898Ҫ����ĸ������Ч�ݼy�B�Ӹ߶�һ����ڹ��Qֱ��D��0.8���ϣ�����M10����˨�c֮ƥ�����ĸ�߶Ȳ��õ���8mm��
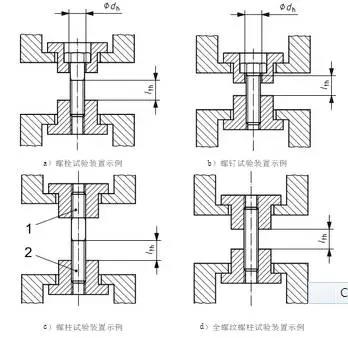
��˨/��ĸ�Cе���Ȝyԇ
��˨/��ĸ�Cе���ȵĜyԇ�����ܶ࣬���^�����ķ���������ISO898-1�Լ�ISO898-2��������˨�ęCе�������Ȝyԇ�������£��̶���˨�ɶˣ�ͨ�^�f�ܲ���ԇ�C�a���S��������ͨ�^�S������/�S���������@����˨�ęCе����ָ�ˡ�
�S������/�S����������
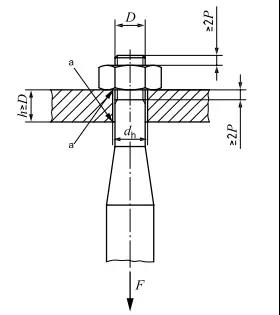
��ĸ/�ݼy���ęCе���Ȝyԇ�����Dʾ�⣺
1. ����d��һ���ڿ������ȵ�88%-94%֮�g 2. ���m�d��15S 3. ��_���ݗU�]������׃�� 4. 15S���քӿ��Ԍ��ݼy�������t��ʾ��ĸ/�ݼy�����Ⱥϸ�
С�Nʿ��
��˨/��ĸ��ʧЧ��ʽ�У�
������ƣ��ʧЧ��Ϳ��ʧЧ���ݼy��Ó�䣬늻��W���g�����࣬���࣬�^��˥�p�ȡ� |
| ��ˢ����桿�������ղء�����ӡ���ġ� ���P�]���ڡ� |
| ��һƪ���ώ����ęC�ӹ����Y����侫�A���l�l���c����һƪ���ŷ�늙C���Ј��ֲ���֪��Ʒ�ƽ�B |
�Ԓ��0513-88915838
������0513-88921838
���棺0513-88919965
����]�䣺htjd@htjd.com.cn
��˾��ַ�����Kʡ���������l���169̖1��